Стандартизация и улучшения
Принципы
- Стандартизация ≠ бюрократизация.
- Устраняем «шаманские знания«.
- Правильный процесс дает правильный результат.
- 5-й принцип Деминга: «Постоянно и навсегда: улучшайте систему производства и обслуживания для повышения качества и производительности и, следовательно, постоянного снижения затрат».
Кстати, принципы Деминга очень хорошо сочетаются с TPS.
Виды кайдзен

Ставшее уже обыденным толкование слова «кайдзен» – это «изменение к лучшему». И часто его приравнивают к системе подачи рацпредложений. Только оформить предложение проще, необязателен расчет экономического эффекта и бланк всего лишь на одном листе. Это кайдзен улучшений (Improvement Kaizen).
Но «за кадром» остается еще один вид кайдзен. Кайдзен поддерживающий (Maintenance Kaizen) – это каждодневное решение возникающих проблем для возвращения процесса в стандартное состояние, а также дальнейшая работа – поиск коренных причин отклонений и их устранение. И не только для проблем качества, но и производительности, излишних запасов, поломок оборудования и т.д. и т.п. Другими словами — это борьба с проявлениями закона Мерфи.
Эта деятельность однозначно улучшает производственную систему предприятия, хотя она и менее заметна. Без этой основы кайдзен улучшений превращается в придумывание еще одного метода выполнения работы (наряду с уже имеющимися), в результате деятельность по улучшениям может довольно быстро сойти на нет.
Кайдзен поддерживающий и кайдзен улучшений дополняют друг друга и поэтому их нужно рассматривать совместно.
Источник: книга «The Toyota Way to Lean Leadership» by Jeffrey. K. Liker and Gary L. Convis, 2012
Развитие кайдзен
На вопрос: «Что нужно сделать, чтобы рабочие подавали предложения по улучшению?» – я отвечаю так.
Создайте следующие условия:
1. Кайдзен-предложения легко подать (удобный, понятный бланк, его доступность).
2. Поданные предложения должны быстро обрабатываться (принято/не принято) и внедряться. В данном случае задержка в один месяц = вечность. Хороший вариант: 1-2 дня для простых предложений.
3. Всерьез займитесь поддерживающим кайдзен. Если вы добьетесь обязательности исполнения инструкций (стандартов) и лидеры будут быстро реагировать на отклонения, кайдзен-предложения по улучшению появятся сами собой.
Кайдзен поддерживающий и кайдзен улучшений – как два колеса повозки: если одно больше другого, повозка не поедет прямо.
Этот раздел намеренно оставлен пустым
Назначение стандартов
Стандарты являются основой поддерживающего кайдзен (Maintenance Kaizen).
Они обеспечивают людей информацией для того, чтобы:
- Одинаково пронимать то, «как должно быть» и, следовательно, дать возможность видеть и одинаково понимать проблемы
- Фиксировать лучшие практики
- Быстрее обучать новых рабочих
- Снизить изменчивость (вариабельность) в системе
- Устранять потери
Что такое "стандарт"
Стандарт в данном контексте — это любой способ передачи информации о том, что и как должно что-либо делаться, располагаться и т.д.
В отличие от «лучших практик» (Best practice) или «выученных уроков»/»извлеченных уроков» (Lessons Learned) стандарт является обязательным к исполнению.
Стандарты бывают, например, визуальными и письменными.
Создание визуальных стандартов широко используется в рамках системы 5S. Вот доступные в интернете примеры визуальных стандартов:
Если у вас есть еще какие-либо примеры визуальных стандартов, вы можете поделиться ими.
Визуальный стандарт может быть в любом понятном виде. В том числе в виде специальной подставки. Ниже пример такого стандарта и способ его изготовления. Если вы не понимаете по-английски, смотрите с 9-й секунды:

Источник: https://topref.ru/referat/110849/3.html

Источник: http://www.georgekk.co.uk/shadow-boards/

Источник: https://нафо.рф/raznoe/berezhlivoe-proizvodstvo-6-s-berezhlivoe-proizvodstvo-i-6-sigm-ispolzovat-otdelno-ili-sovmeshhat-spisok-luchshih-instrumentov.html

Источник: https://www.schilderwerkensibren.be/Janitor-&-Housekeeping-Carts/Clean-&-Brush/498988/
Назначение визуальных стандартов — понять ситуацию быстро, с одного взгляда: все ли здесь в порядке или есть отклонения.
Письменный, графический и смешанный формат стандартов нам более привычен: это должностные инструкции, рабочие инструкции, чертежи, ГОСТы, стандарты организации и т.д. и т.п.
Их ограничение состоит в том, что для понимания выполняется ли стандарт или нет, т.е. для контроля, требуется приложить определенные усилия, иногда значительные.
Контроль — это энергозатратная работа, поэтому зачастую руководители «срезают углы», снижая объем и/или глубину контроля выполнения стандартов. Это приводит к тому, что сотрудники начинают воспринимать стандарты скорее как пожелания руководства, не всегда обязательные для исполнения.
Пять шагов стандартизации
Стандарты не работают сами по себе. Разработать стандарт и сделать его доступным для персонала важно, но этого недостаточно. Это еще не стандарт. Мы помним, что стандарты обязательны для исполнения. Чтобы стандарты заработали, нужно пройти следующие шаги:
Проблема: операторы работают по-разному. Результат работы непредсказуем. Как получилось, так и сделали. Приходится постоянно тратить время на «тушение пожаров».
Решение: сделать стандарт и все будут работать одинаково.
Решение: обучить работать по стандарту. TWI Job Instruction («Рабочее обучение»)!
Решение: контролировать выполнение стандартов!
Операторам что-то мешает работать по стандарту. Решение: находить коренные причины и устранять их. Нужно помогать операторам работать по стандарту!
Стандарты сковывают мышление панцирем!
Решение: предложить операторам улучшать стандарты! Пусть предлагают свои улучшения!

Эти шаги раскрывают процесс стандартизации на примере выстраивания стандартизированной работы операторов. По такому же принципу работают все остальные методики, «инструменты» и прочее: 5S, TPM, SMED и т.д. и т.п.
Шаги 3 и 4 относятся к кайдзен поддерживающему (Maintenance Kaizen), шаг 5 — это кайдзен улучшений (Improvement Kaizen).
Естественно, везде и всегда возникает сопротивление персонала 🙂
Этот раздел намеренно оставлен пустым
Решение проблем
Решение проблем — это один из ключевых навыков руководителя. Проблемы на производстве — обычное дело. Если проблемы систематически не решать, отклонения в процессе, накапливаясь, перерастают в дезорганизацию процесса. Что и наблюдается в бесчисленном количестве производственных предприятий.
1 Решение простых проблем
Подход: «Увидел — устранил». Зачастую проблема решается непосредственно на месте.

2 Решение проблем как часть стандартизированной работы руководителей
Подход: обязателен поиск коренной причины, чаще всего при помощи метода «5 почему?».
Важно: минимизировать время от возникновения проблемы до поиска коренной причины.
Контрмеры: направлены на устранение коренной причины (причин).

3 Решение сложных и повторяющихся проблем
Подход: обычно здесь используются серьезные инструменты решения проблем, такие как формат А3, проект «6 сигм», формат 8D и др.
Контрмеры: направлены на устранение коренной причины (причин).
Практика решения проблем
Решение проблем — это не так просто, как кажется. Но и не так сложно, как можно подумать. Нужно выделить время, чтобы:
- научиться видеть проблемы;
- выделять наиболее важные;
- находить коренные причины и внедрять контрмеры (коррекция/корректирующие действия).
И все это лучше всего делать под руководством опытного наставника.
Готов помочь в обучении решению проблем в вашей компании. Сразу предупреждаю о специфике: систематическое решение проблем должно распространяться в компании «сверху вниз»: сначала обучается первое лицо, затем происходит каскадное обучение по всей компании. Только в этом случае решение проблем «оживает» и становится частью культуры организации.
Есть несколько путей — можно «закидывать проблемы деньгами», можно устранять их первопричины. Второй подход требует умственного напряжения и даже изменения мыслительных привычек. Мне он нравится тем, что зачастую находятся малозатратные и очень эффективные решения. И как интересно бывает узнавать (особенно при работе в команде), что есть и такие решения, о которых просто не думал: «А что, так тоже можно было?!» 🙂
Этот раздел намеренно оставлен пустым
Стандартизированная работа
Делится на два вида:
Стандартизированная работа — это не «инструмент», а фактическое выполнение работы сотрудниками согласно стандартов. Имеется несколько инструментов для создания стандартизированной работы. Эти инструменты дополняют друг друга. Но не нужно путать эти инструменты и стандартизированную работу.
Стандартизированную работу также можно называть «стандартной работой» или «работой по стандарту».
Стандартизированная работа исполнителей
Как говорилось выше, стандартизированная работа — это не набор правил и процедур. Это фактическое выполнение работы так, как это было задумано и описано в стандартах (рабочие инструкции, СОП, SOP, JES, WES, листы стандартизированной работы и т.д. и т.п. — стандарты можно называть как угодно).
Нужна для того, чтобы выполнять работу качественно, безопасно, и вовремя. Основное предназначение стандартизированной работы исполнителей — помогать выявлять потери и проблемы.
Стандартизированная работа берет свое начало в автомобильной промышленности. Как следствие, определено три фактора, подлежащих стандартизации:
1) Время цикла (зависит от времени такта и качества процесса*)
2) Последовательность выполнения работы
3) Межоперационные запасы (незавершенное производство, НЗП).
Примечание: * под качеством процесса здесь понимается отягощенность производственного процесса потерями и проблемами. Чем больше потерь и проблем — тем менее качественно выстроен процесс, тем короче должно быть время цикла по сравнению с временем такта, тем больше ресурсов требуется, чтобы поддерживать это время цикла.
Стандартизированная работа исполнителей позволяет организовать поток работы.
Далее исполнителей, выполняющих циклическую работу в пределах времени такта, я буду называть операторами.
Что такое "поток работы"
Поток работы оператора нагляден, его прерывание его означает, что возникла проблема, которую нужно решить.
Такой вид потерь, как «ожидание» первоначально был сформулирован как результат прерывания потока работы оператора — когда оператор ждал, чтобы станок завершил работу и ничего не делал в это время.
Встроенное качество - важный компонент стандартизированной работы
3-й принцип Деминга: «Прекратите зависимость от контроля для достижения качества. Исключайте потребность в массовой проверке, встраивая качество в продукцию в месте ее изготовления».
Стандартизированная работа включает в себя компоненты, позволяющие изготавливать качественную продукцию с первого раза, потому что брак прерывает поток. А также быстро реагировать на отклонения.
- Критерии качества четко определены
- Оператор рассматривает следующего оператора как своего потребителя (Next Operator As Customer), следовательно, его подход таков:
- Не принимаю брак (если обнаружил до начала работы)
- Не делаю брак
- Не передаю брак (на следующую операцию)
Для того, чтобы у оператора была возможность реагировать на отклонения, используется система Андон.
- Где это применимо, вместо 100% контроля продукции используется статистическое управление процессом (SPC) — выборочный контроль с заполнением специальных бланков
- Защита от ошибок (Poka Yoke) помогает оператору снизить вероятность несоответствий почти до нуля. В первую очередь обычно используется для обеспечения критических характеристик продукции.
Примечание: несмотря на всю полезность и кажущуюся легкость решения проблем при помощи «пока-ёк», не рекомендую «увлекаться» этими защитами без предварительной стандартизации процесса. Хотя бы потому, что человек по натуре своей изобретателен находит пути обходить многие защиты от ошибок, если только захочет. Поэтому сначала выстраивается стандартизированная работа и достигается стабильный уровень качества за счет дисциплины и решения проблем, а уже затем в помощь оператору добавляются защиты от ошибок. Еще один нюанс: работоспособность Poka Yoke нужно проверять. Обычно это делается каждую смену.
Начало и конец смены
В начале смены:
- Проверяется и подготавливается оборудование (как часть TPM)
- Проверяется и восстанавливается порядок на рабочем месте (5S)
- Об отклонениях сообщается руководству
В конце смены операторы наводят порядок (5S).
Предложения по улучшениям
Если исполнитель видит возможность по улучшению процесса, рабочего места и т.д. у него должна быть возможность подать свое предложение — это кайдзен улучшений. Об этом ниже.
Быстрая переналадка (SMED/OTED)
Для поддержания потока и минимизации межпроизводственных запасов (НЗП) требуется быстро переходить с производства одной продукции на другую. Чем быстрее переналадка, тем меньшие партии продукции может позволить себе производство, тем меньше НЗП и, следовательно, тем непрерывнее поток.
Ускорение переналадки производится за счет ее упрощения и разделения операций на внешние (которые можно выполнять заранее, без остановки оборудования) и внутренние (для выполнения которых требуется прервать производство).
Если переналадки просты (или достаточно упрощены), операторы могут производить их самостоятельно. Для выполнения сложных элементов требуются наладчики.
В любом случае процесс переналадки должен быть стандартизирован и мониториться бригадиром. Все пять шагов стандартизации (см. выше) в полной мере подходят для процесса быстрой переналадки.
Контроль: в ходе переналадки бригадиру следует производить измерение ее продолжительности — чтобы убеждаться, что она занимает стандартное время, находить возможности для дальнейшего сокращения непроизводительных затрат времени, в том числе решать возникающие проблемы.
Стандартизированная работа руководителей
Она относится к руководителям всех уровней. Доля стандартизированной работы в общем рабочем времени руководителей сокращается с 80% для бригадиров до 10-15% для уровня генерального директора.
1. Разработка стандартов работы для исполнителей - это еще
не стандартизированная работа
Нередко процесс написания стандартов почему-то называют «Стандартизированной работой». Это не совсем так. Хотя бы потому, что стандарты сами по себе не работают.
Измерение времени циклической работы
Для того, чтобы разработать стандарты для циклического процесса, работающего в пределах времени такта, этот процесс тщательно изучается:
- измеряется время нескольких циклов;
- выявляются повторяющиеся действия;
- и затем несколько раз измеряется время каждого шага в этом цикле;
- измеряется и рассчитывается время на периодическую работу.
Цель всех этих действий — выявить минимальное воспроизводимое время и флуктуацию на каждом шаге цикла. Если флуктуация превосходит определённый предел (10-15%), это сигнал о том, что на данном шаге требуется сделать какие-то улучшения.
Кроме того, в случае совместной работы оператора с оборудованием или с другим оператором производится изучение этого взаимодействия.
Произведенные замеры времени позволяют детально изучить операцию и разделить работу на добавляющую ценность (VA) и не добавляющую ценность (NVA), что используется в дальнейшем — при вычислении производительной и непроизводительной мощности.
Визуализация
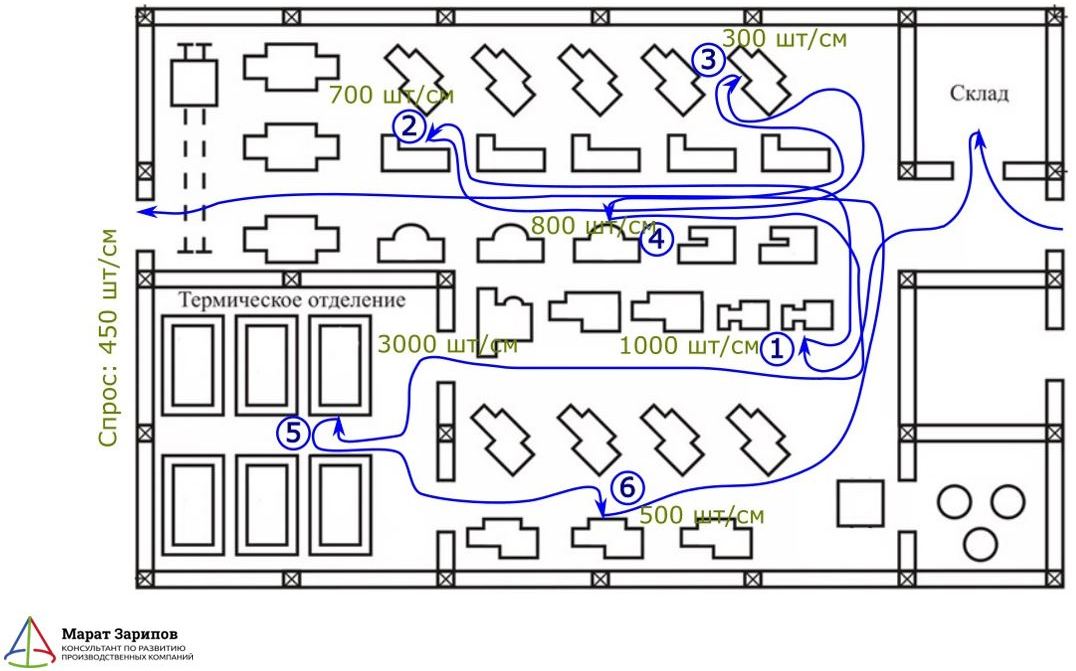
Для визуализации перемещений оператора (и, соответственно, потерь) на схеме участка рисуется так называемая «диаграмма спагетти».
Диаграмму Ямазуми, выполненную в виде блоков работы, удобнее всего использовать тогда, когда необходимо визуализировать процесс для операторов — для совместного принятия решений о перебалансировке работы на ранних этапах освоения методики балансировки. Для этого можно использовать гибкую магнитную ленту шириной 25 мм. Столбцы блоков работы располагать на магнитной доске прямо в цеху.
Написание стандартов
На основе полученных данных пишутся стандарты работы. Это могут быть СОП (стандартная операционная процедура), JES (Job Element Sheet) или WES (Work Element Sheet) (лист, описывающий тот или иной элемент операции), рабочая инструкция и т.п.
Несколько JES могут быть собраны в объединяющий их документ, укрупненно описывающий операцию (лист стандартизированной работы).
Итак…
Все это я написал для того, чтобы дать краткое представление о процессе разработки стандартов. Стандарты довольно детальны, но результатом всей этой большой работы будут просто бумаги. Это еще не стандартизированая работа.
Еще раз: чтобы можно было сказать «у нас есть стандартизированная работа операторов» необходимо, чтобы операторы фактически работали по этим стандартам.
Кто должен этим заниматься.
Практика показывает, что стандарты для исполнителей начинают работать, когда их разработкой занимается тот, кто будет исполнителей впоследствии обучать. На английском языке этого человека обычно называют «Team Leader», на русском — «бригадир». Совместно с технологом данного процесса и с лучшими исполнителями (операторами, непосредственно работающими в процессе).
Это часто вызывает споры, поскольку на большинстве производств роль бригадира очень сильно недооценена.
Разработка стандартов работы руководителя: для себя и для
подчиненных руководителей
Стандарты работы нужны не только исполнителям. Чтобы выполнять свою стандартизированную работу, руководителям тоже нужны стандарты. Как памятки, чтобы ничего не забыть, не пропустить и не «срезать углы».
Самой удобной формой организации стандартной работы руководителей являются… нет, не должностные инструкции. Чек-листы гораздо удобнее. Они напоминают, что должно быть сделано и когда: куда пойти, что посмотреть, чем заняться, в каком регулярном совещании принять участие и т.д.
2 Почему обучение важно
Как известно, люди по-разному воспринимают то, что написано:
- У разных людей зачастую отличается понимание значений одних и тех же слов.
- Слова передают «букву» стандарта. Помимо «буквы» есть еще и «дух стандарта» — первоначальная мысль, его предназначение. Если опираться только на «букву» вполне можно получить «юридически обоснованное» неправильное применение стандарта.
- Не всю информацию можно донести словами.
Обучающий помимо того, что передает информацию, еще и проверяет, правильно ли обучаемый воспринял ее.
Здесь очень уместно привести главное правило TWI Job Instruction («Рабочее обучение»):
Если работник не умеет работать, значит инструктор его не обучил.
Это универсальное правило, оно применимо ко всем.
Сюда относится 6-й принцип Деминга: «Создайте систему обучения на рабочем месте. Успех не может быть достигнут, если игнорировать тренинг».
3 Контроль
Без контроля руководитель не получает обратную связь и не может оценить, насколько правильно он делегировал свои функции.
Стандарты делают проблемы видимыми. Проблема — это любое отклонение от стандарта.
Немного о делегировании: функции делегировать можно, нельзя делегировать ответственность.
Представьте себе, например, главного конструктора, который будет оправдываться за то, что самолет летает не так далеко, как требовалось, ссылаясь на ошибку одного из начальников отдела. Мы всерьез поверим в его оправдания и скажем, что главный конструктор здесь совсем ни при чем?
Контроль — довольно нудная и затратная работа. Поэтому бывает так, что ею пренебрегают.
Для контроля используются следующие методы и инструменты:
- 5S
- Очевидный материальный поток
- Поток работы
- Доски показателей деятельности (бригады, ячейки, Потока ценности и др.)
- Доски ежедневной отчетности
- И, конечно же, контроль выполнения письменных стандартов, таких, например, как JES/рабочие инструкции, конструкторская документация и т.д.
Кстати, практика показывает, что рабочие инструкции бывают нужны исполнителям в повседневной работе только тогда, когда дают им какую-либо новую значимую информацию. Например, у вас на производстве изготавливается 500 видов различных пластиковых изделий и запомнить параметры и особенности изготовления/упаковки каждого из них невозможно. Можно указать эту информацию на производственных заданиях. В остальных случаях рабочие инструкции требуются больше тем, кто контролирует работу, чем самим работникам, которые уже обучены (см. шаг 2).
Визуальные стандарты облегчают контроль, делая его простым и быстрым. Для понимания текущей ситуации на производстве его стараются сделать просматриваемым, т.е. визуальным. Например, на производстве не приветствуются стеллажи высотой более 1,5 м.
Примечание: глубина и количество контроля зависят от степени зрелости работников. Они могут различаться даже для одного и того же работника в разных сферах его деятельности .
Функции контроля можно делегировать самим исполнителям (Андон) и даже оборудованию (Дзидока). После того, как исполнителям понятны стандарты работы и они фактически исполняют их, отклонения от стандартных условий работы быстро становятся видны. Работники сами могут информировать руководителей об отклонениях и руководителю остается лишь вовремя реагировать на эти отклонения (в идеале — в течение времени цикла). По мере созревания компетенции руководителей система Андон (Дзидока) становится ключевым элементом системы обнаружения проблем.
Еще одна разновидность контроля: многоуровневые аудиты процесса (LPA). В первую очередь предназначены для дополнительной (в дополнение к бригадиру) проверки стандартизированной работы исполнителей, а также других аспектов деятельности. Не добавляют ценности, но могут быть полезны, если грамотно подойти к их организации.
Однако контроль не решает проблемы. Он просто дает информацию: есть отклонение от стандарта (или от того, как было задумано) или нет.
7-й принцип Деминга: «Используйте лидерство. Целью контроля должна быть помощь людям, машинам и устройствам делать работу лучше. Контроль руководителей нуждается в тщательном пересмотре, как и контроль производственных рабочих».
4 Решение проблем
Зачастую исполнители не выполняют стандарты и находят обходные варианты выполнения работы не потому, что они не хотят работать по стандарту, а потому что не могут его выполнить. Например, в партии заготовок высокий процент брака. Или упал и повредился инструмент.
Руководители должны помогать исполнителям выполнять работу по стандарту, устраняя проблемы и возвращая систему в исходное состояние. Это борьба с проявлениями закона Мерфи.
Если эта работа не ведется, работники довольно быстро привыкают к «обходным путям» и стандарт становится лишь добрым пожеланием, а не обязательным методом выполнения работы.
Основополагающие принципы:
- 20/80 или принцип Парето: 20% причин обычно порождает 80% проблем
- В первую очередь ищем проблемы в системе: примерно 94% проблем и возможностей для улучшения относится к системе. За систему ответственно руководство компании
- 8-й принцип Деминга: «Избавьтесь от страха, чтобы каждый мог эффективно работать во благо компании»
Если у руководителя не получается решить проблему на своем уровне, он должен эскалировать ее на уровень выше. Работоспособность этой системы зависит от того, как вышестоящие руководители обучают решению проблем и насколько они готовы решать проблемы, относящиеся к их зоне ответственности.
5 Улучшение
Стандартизировать ту или иную практику нелегко.
У стандартизации есть очевидные плюсы: предсказуемость результата, проблемы видимы, их можно решать и т.д.
Но у стандартизации имеется и побочное явление: она «цементирует» метод выполнения работы, лишает людей творческого начала. Чтобы избежать этого побочного явления, исполнителей работы вовлекают в процесс улучшения стандартов — ведь на месте виднее, как можно сделать лучше / легче / безопаснее.
Если стандарт статичен — скорее всего произойдет что-то одно:
- либо люди найдут лучший метод выполнения работы и отклонятся от предписанного стандартом,
- либо будут просто «работу работать», потому что «кто я такой, чтобы о чем-то думать».
И то и другое плохо для думающей компании.
Сам руководитель может находить возможности для улучшения процесса. В качестве наглядного личного примера это хорошо, но в долгосрочной перспективе нужно также переходить на следующий уровень.
Исполнителей можно и нужно вовлекать в улучшение, совершенствование стандартов. Тогда это будут «их» улучшения и «их» стандарты, выполнять которые намного приятнее чем те, которые были «спущены» откуда-либо.
Руководитель может (более того, ему следует) поощрять своих подчиненных в высказывании новых идей, помогать им разрабатывать эти идеи и реализовывать их. Это улучшение «снизу вверх».
Есть один тонкий момент — это когда подчиненные предлагают «неправильные» идеи. Это такие идеи, которые приводят к локальному улучшению в ущерб всей системе. Руководитель должен или помогать в доработке таких идей или отсекать их, чтобы не нанести ущерб всему Потоку ценности.
Поддерживающие функции
Техническое обслуживание
Методика TPM (Total Productive Maintenance) направлена на минимизацию простоев и брака. Часто переводится как «Всебощий уход за оборудованием», хотя распространяется она в том числе на инструмент (электрический, пневматический и др.) и оснастку, например, штампы и пресс-формы. Наверное, корректнее было бы ее называть «Всеобщее техническое обслуживание производства». Но для простоты будем далее все это называть просто оборудованием.
Одним из наиболее выраженных отличий от традиционного технического обслуживания является делегирование рядовым исполнителям функций по ежедневной диагностике, очистке, смазке и др. простым операциям в отношении оборудования на своих рабочих местах.
Основным показателем является OEE, который объединяет в себе статистику по простоям, снижению производительности и уровню брака.
Имеет смысл собирать статистику для расчета OEE непосредственно оператору в «узком месте» потока. Можно также собирать ее автоматизированно, однако в этом случае может теряться важная информация о причинах проблем. Подход здесь тот же самый, что и в отношении устройств защиты от ошибок (Poka Yoke) — сначала нужно добиться стабильной работы «вручную» и только затем думать о какой-либо автоматизации, если она требуется.
Главное, для чего нужна эта статистика — показывать приоритетные направления, в которых необходимо прикладывать силы для решения проблем. Если проблемы решаются, то с течением времени рост OEE покажет это.
Дополнительная информация
- Статья на сайте wkazarin.ru: «Для какого оборудования нужно считать ОЭО / OEE»
Метрологическое обеспечение производства
Его предназначение — обеспечить результаты измерений, которым можно доверять и на основе которых можно принимать решения.
Для того, чтобы обеспечивать надлежащие измерения в процессе производства (в том числе статистическое управление процессами), средства измерений должны быть исправными и пригодными для работы.
Поскольку на результаты измерений зависят не только от технического состояния средств измерений, но и от людей, которые производят измерения, методов, которыми они пользуются, измеряемых образцов и др. факторов, существует методология MSA (Measurement Systems Analysis — анализ измерительных систем). В ходе данного анализа статистически подтверждается пригодность данной измерительной системы для данного применения.
Внутренняя логистика
Помогает производству, вовремя обеспечивая его всем необходимым и обеспечивая Потоку ценности возможность следовать лин-стратегии снижения межпроизводственных запасов.
Закупки, работа с поставщиками
4-й принцип Деминга: «Покончите с практикой выбора поставщиков на основе ценника. Вместо этого минимизируйте затраты в целом. Двигайтесь в направлении единого поставщика по каждой позиции, достижению долгосрочных взаимоотношений лояльности и доверия.»
С точки зрения отдела закупок большой компании, гораздо проще «жонглировать» несколькими поставщиками, чем работать с одним и тем же.
Однако 4-й принцип Деминга относится скорее к большим компаниям, чем к малым. Необольшая компания обычно не может диктовать условий своим поставщикам и вынуждена иметь несколько альтернатив, чтобы обеспечить относительную стабильность поставок.
Для того, чтобы выстраивать долгосрочные взаимоотношения лояльности и доверия, компании должны быть сопоставимо заинтересованы в бизнесе друг с другом. Минимизировать затраты в целом означает, что материальный, информационный и денежный потоки должны двигаться непрерывно через всю цепочку поставки ценности — через ряд компаний.
Ориентиром здесь также должен служить «Истинный север».
Само собой разумеется, что перечисленными выше поддерживающие функции на заводе не ограничиваются, но относительно пяти шагов стандартизации принципиальной разницы нет. Каждая поддерживающая функция должна вносить свой вклад в прибыль компании: одни помогая поддерживать поток и добавлять ценность, другие помогая избегать штрафов и других нежелательных расходов, третьи предоставляя информацию, ресурсы и т.д.
Работа с потребителями
Помимо обычной работы с потребителями, такой, как реклама, поиск клиентов или дилеров, консультирование (при необходимости), выставление счетов, доставка товаров (оказание услуг) и получение дебиторской задолженности, думающей компании необходимо сосредоточить свои усилия на выяснении того, в чем же состоит ценность для потребителя в ее товарах и (или) услугах.
Ценность — это то, за что покупатель готов платить. Если вы конкурируете только по цене, возможно, потребители на видят ничего особенного в том, что вы предлагаете.
Изучите этот вопрос глубже, вот несколько подсказок, в чем может состоять ценность для потребителя:
- Свойства продукта:
- качество
- безопасность
- проблемы, которые он решает за счет своих характеристик
- Удобство покупки
- Сроки поставки
- Послепродажное обслуживание
- Оперативное решение проблем (особенно для сложных товаров
Если потребитель видит в вашем товаре/услуге что-то особенное — именно то, что ему нужно, он будет готов заплатить даже выше среднерыночной цены. Потребители хотят покупать лучшее из того, что они могут себе позволить.
Результаты изучения ценности для потребителя должны найти свое отражение в уникальном торговом предложении (УТП) компании, чтобы конкурировать не по цене, а за счет предоставления большей ценности клиенту.
Почему это важно? Если рассматривать лин с точки зрения снижения потерь, то это очень важный аспект, но как бы то ни было, возможности эти ограничены. Параллельно с работой по снижению потерь и решению проблем должна вестись сопоставимая работа по изучению и повышению ценности товаров и (или) услуг компании для потребителя.
Это то, что часто упускают из виду, когда рассматривают компанию как «бережливое производство». Дело не в экономии как таковой, а в повышении прибыльности компании в целом.

Этот раздел намеренно оставлен пустым.
Об "инструментах бережливого производства"
"Мы хотим внедрить у себя «Инструменты бережливого производства»"
Когда я слышу эту фразу, то понимаю, что речь идет о чем-то модном. Однако, как и мода, данный «ветер перемен» быстро изменится и превратится во что-то другое модное, например, в «цифровую трансформацию».
Почему «инструменты бережливого производства»
не работают
Использую метафору: если хочешь построить дом, располагаешь нужными инструментами и умеешь отлично их использовать, то вовсе не факт, что построишь хороший дом. Сначала, нужно понять на каком грунте этот дом возводится. Какого типа фундамент подходит для данного грунта. Из какого материала лучше строить дом в этом месте. Как вообще должен выглядеть дом, для какого количества человек он предназначен, будет ли встроенный гараж и т.д. и т.п. Важна концепция.
Мастерство владения инструментами — это, конечно, очень важно, но это только отчасти определяет успех строительства. Что еще более важно, так это кто и с какими намерениями строит дом, насколько он верит в то, что дом будет построен, несмотря на все трудности и препятствия.
То, что в книгах изображают «дом TPS» построенный из т.н. «инструментов» — это только часть картины. На мой взгляд, лучше бы этого рисунка вообще не делали, поскольку в нем не учтено главное: люди.

«Инструменты бережливого производства» – это тактические шаблонные решения/методы. У каждой компании индивидуальная ситуация и индивидуальная потребность в этих самых «инструментах», очередность их применения тоже разная.
Именно от людей зависит, как будут применяться эти самые «инструменты» и будут ли применяться вообще. О людях — далее…